
Compared to the USP methods, dynamic testing offers considerable scope to vary test conditions to investigate behavior of interest. For example, technicians can change the speed of rotation of the blade to determine a powder’s response to varying flow or shear rates and repeat testing of the same sample to assess physical stability. In addition, dynamic testing allows for the introduction of air to the test vessel in order to assess the powder’s response to fluidization, which is useful for understanding how a DPI formulation will respond to air during product use. Measuring BFE as a function of air velocity generates values of aerated energy (AE), which enables differentiation of powders that transition easily to a fluidized state from those are minimally and/or erratically impacted by air.
How is dynamic testing useful for understanding DPI formulations?
Because DPI devices vary considerably in terms of features such as the internal pressure drop generated during product use and because of variation in manufacturing technologies, no single optimal specification for a DPI formulation exists. However, dynamic testing has contributed to important progress towards a greater understanding of how various powder properties define formulation performance.
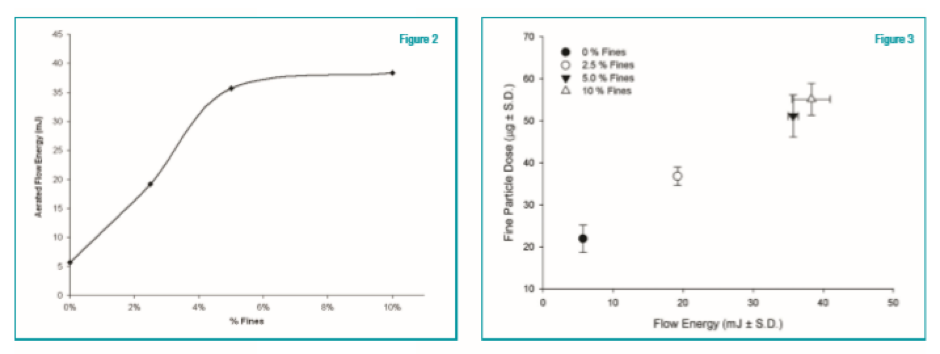
For example, in an article titled “Fine Tuning DPI Formulas” published in the June 2008 issue of Manufacturing Chemist, Shur et al described a study that revealed a direct correlation between a formulation’s AE and its fine particle dose (FPD), defined as the amount of active with a particle size of 5 mm or less in the delivered dose. Earlier studies such as those by Hersey and Lucas established that the incorporation of excipient fines could improve the performance of carrier formulations, but the mechanisms remain unclear. In Shur’s study, the researchers measured AE for batches of a surface-etched lactose powder containing 0, 2.5, 5.0 and 10.0% fines and showed that AE increases with fines content, though the relationship is not linear; increasing fines content from 2.5 to 5.0% resulted in a far more significant increase than a further doubling to 10%. (Figure 3).
Higher AE values suggest that the samples containing high levels of fines are more cohesive, making it more difficult for air to separate and lubricate individual particles to reduce flow energy. In general, less free-flowing powders tend to fluidize poorly and frequently exhibit channeling behavior. To understand how this behavior might impact drug dispersion, Shur et al turbula blended the lactose samples with 1.6% fluticasone propionate to produce a representative formulation and then tested that formulation using a Cyclohaler device.
The results demonstrated that formulations with higher fines correlate with more successful drug delivery, with a direct relationship between FPD and AE (Figure 3). AE appears to provide insight into the tensile strength of the powder plug by quantifying the level of cohesion in the dose. Elsewhere, Shur has described using high speed cameras to show that DPI powder plugs can either disperse via a low energy erosion process or they can fail catastrophically with high energy. Catastrophic failure, which is more likely to occur when the tensile strength of the bed is high and air flow resistance is significant, results in a far more effective dispersion and therefore a higher FPD.
